Industry
Medical &
Surgical Components.
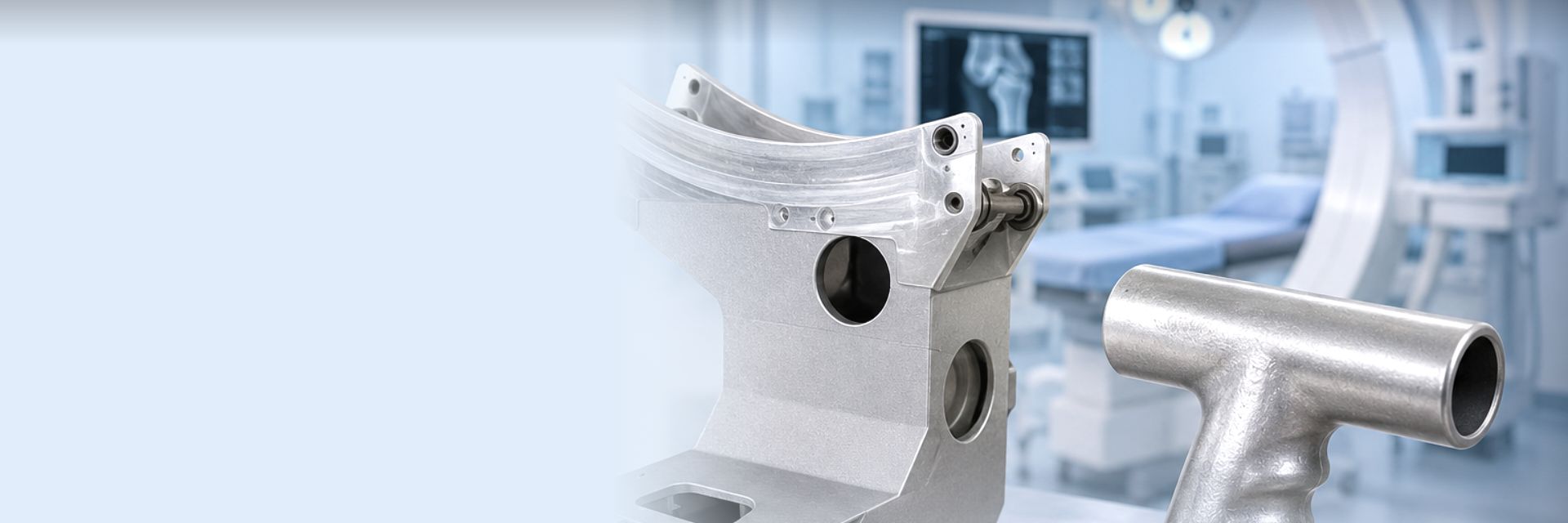
Surgical instrument handles, medical device housings, and precision component bodies requiring Ra 0.8 µm surface finish, ±0.02 mm tolerances, contamination-free delivery, and full material certification.
Sector Overview
Medical
Medical device and surgical instrument components are among the most demanding aluminium CNC machining applications SAPL undertakes. Surface finish, dimensional accuracy, and contamination control are all stricter than industrial standards — and documentation requirements are exacting. Every component must be traceable and every inspection result must be recorded.
SAPL produces surgical bone cutter handles, medical device housings, and instrument bodies via CNC machining of HPDC or GDC blanks. Surface finish of Ra 0.8 µm or better is achievable on turned and milled aluminium surfaces. Close-tolerance bores — required for instrument assembly fits — are held to ±0.02 mm and verified by CMM or precision bore gauges.
Components are delivered contamination-free in clean packaging, with individual or batch-level inspection records and OES material certificates. We do not hold medical device regulatory approvals (MDR, FDA 510(k)) but work with medical OEMs and contract manufacturers as a precision component supplier within their own quality management framework.
What OEMs Require
Understanding your requirements
These are the recurring requirements SAPL sees from OEMs and procurement teams in this sector — and how our process and quality system addresses them.
Surface finish to Ra 0.8 µm
Surgical and medical surfaces must meet finish specifications for hygiene, instrument function, and compatibility with cleaning and sterilisation protocols. SAPL achieves Ra 0.8 µm on aluminium via appropriate tooling and cutting parameters, verified with a surface roughness tester.
Tight dimensional tolerances
Instrument assembly fits require bore and OD tolerances to ±0.02 mm or tighter. CMM measurement reports are provided with every batch, covering all GD&T-critical features.
Contamination-free delivery
Components are cleaned, inspected, and packed in clean packaging before dispatch. No cutting fluids, swarf, or handling contamination on delivered components.
Material certification and traceability
OES-verified material certificates confirming alloy chemistry (ADC12, A380, LM25) are provided with every batch. Component traceability links inspection records to the material certificate.
Capabilities
Processes that serve this sector
These capabilities are most relevant to Medical component programmes.
CNC & VMC Machining
Over 20 CNC turning centres and Vertical Machining Centres — including 4th-axis VMC for complex geometries.
Gravity Die Casting
LM25 aluminium alloy cast in permanent steel dies using gravity fill.
Engineering Support
DFM analysis, alloy selection guidance, design review, and prototype samples — before drawings are frozen and tooling is cut.
Products
Components we supply to this sector
Sample components SAPL produces for Medical OEMs. Each product page includes full specifications, alloy options, and process details.
Get Started
Sourcing Medical components?
Share your drawings — STEP, IGES, DXF, or PDF. We'll review manufacturability, confirm the right process and alloy, and respond with a technical and commercial assessment within 72 hours.