Product · Industrial Machinery
Helical Gearbox
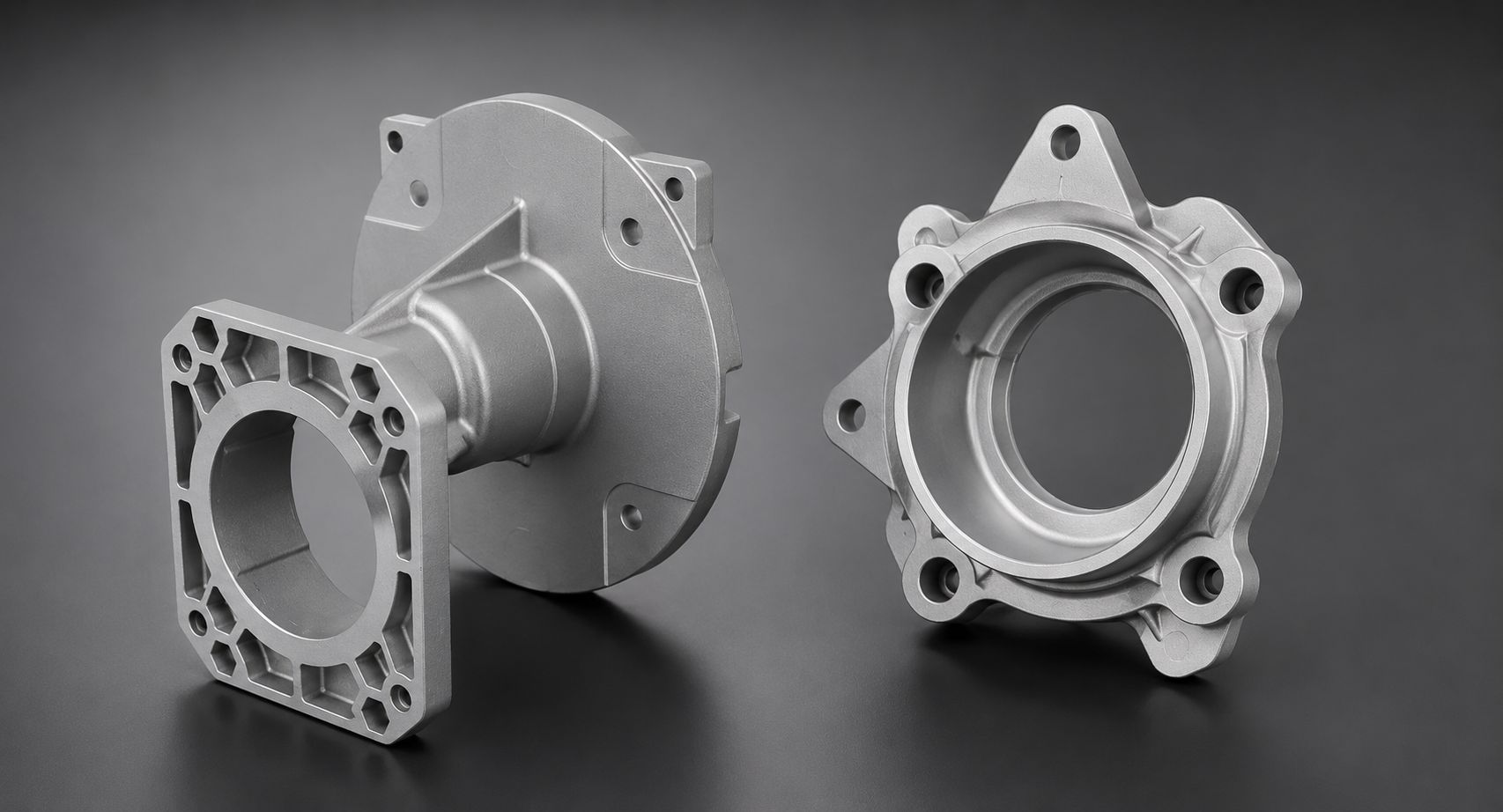
Housing.
High-pressure die cast aluminium gearbox housings engineered for precise gear alignment, bearing bore accuracy, and structural rigidity under continuous torsional load in industrial drive systems.
Product Overview
Helical Gearbox Housing
The helical gearbox housing is one of the most dimensionally demanding aluminium die castings in industrial drive applications. Bearing bore alignment, wall thickness consistency, and flange flatness directly determine gear mesh accuracy and service life. SAPL produces these housings on 250T–450T HPDC machines using ADC12 alloy, which offers the combination of pressure-tightness and machinability required for multi-bore configurations.
All bearing bores are finish-machined on VMC with 4th-axis capability, ensuring bore-to-bore parallelism within 0.02 mm over the full housing length. Mounting flanges are face-milled to flatness within 0.1 mm. Dowel pin holes are reamed to H7 to maintain repeatable assembly alignment across production batches.
SAPL manages the full sequence from HPDC casting through CNC machining and dimensional inspection, with CMM verification available for first-off and periodic production samples. Customer-specific gear ratio configurations and housing variants are supported through dedicated tooling programmes.
Quality
Critical quality requirements
These are the characteristics SAPL controls and measures on every production batch for this component — and how they are maintained in the process.
Bearing bore alignment
Input and output bearing bores must be parallel and co-axial within tolerance to ensure correct helical gear mesh. SAPL machines all bores in a single VMC setup referenced from the housing datum face to eliminate repositioning error.
Pressure integrity
Gearbox housings operate in an oil-bath environment. Porosity at any wall section is unacceptable. SAPL uses controlled injection parameters and die temperature monitoring to eliminate sub-surface porosity in pressure-critical zones.
Flange flatness and gasket sealing
Mating flanges between housing halves must be flat within 0.1 mm to ensure reliable gasket sealing and prevent oil leaks under operating temperature cycling. Face milling is performed as a standard operation on all flanged surfaces.
FAQ
Common questions
Questions from procurement teams and design engineers about this component.
Ask a technical question →What alloy does SAPL use for gearbox housings?
ADC12 is the standard alloy for helical gearbox housings. It provides the pressure-tightness, machinability, and dimensional stability required for multi-bore housing configurations. A380 is available where higher tensile strength is specified by the customer.
Can SAPL supply fully machined gearbox housings ready for assembly?
Yes. SAPL manages the complete sequence from HPDC casting through VMC machining of all bores, flanges, and dowel holes, plus CMM inspection. Components are delivered ready for bearing and gear assembly without secondary operations at the OEM facility.
What machine tonnage does SAPL use for gearbox housings?
Gearbox housings are produced on 250T to 450T HPDC machines depending on housing envelope and wall section requirements. Machine selection is determined during the DFM review as part of the RFQ process.
Related Products
Other components in this programme
Solenoid Housing
High-pressure die cast aluminium solenoid valve housings — precision bore for solenoid body, machined port threads, pressure-tight wall sections, and consistent dimensions across high-volume production for industrial fluid control applications.
Aluminium Electrical Enclosure
Die cast aluminium enclosures for electrical and electronic equipment — inherent EMI shielding, machined sealing faces for IP protection, cable entry bosses, and robust wall sections for industrial and outdoor duty.
Get Started
Sourcing helical gearbox housing?
Share your drawings — STEP, IGES, DXF, or PDF. SAPL will review manufacturability, confirm alloy and process, and respond with a technical and commercial proposal within 72 hours.