Product · Industrial Machinery
Magnetic Drill Body &
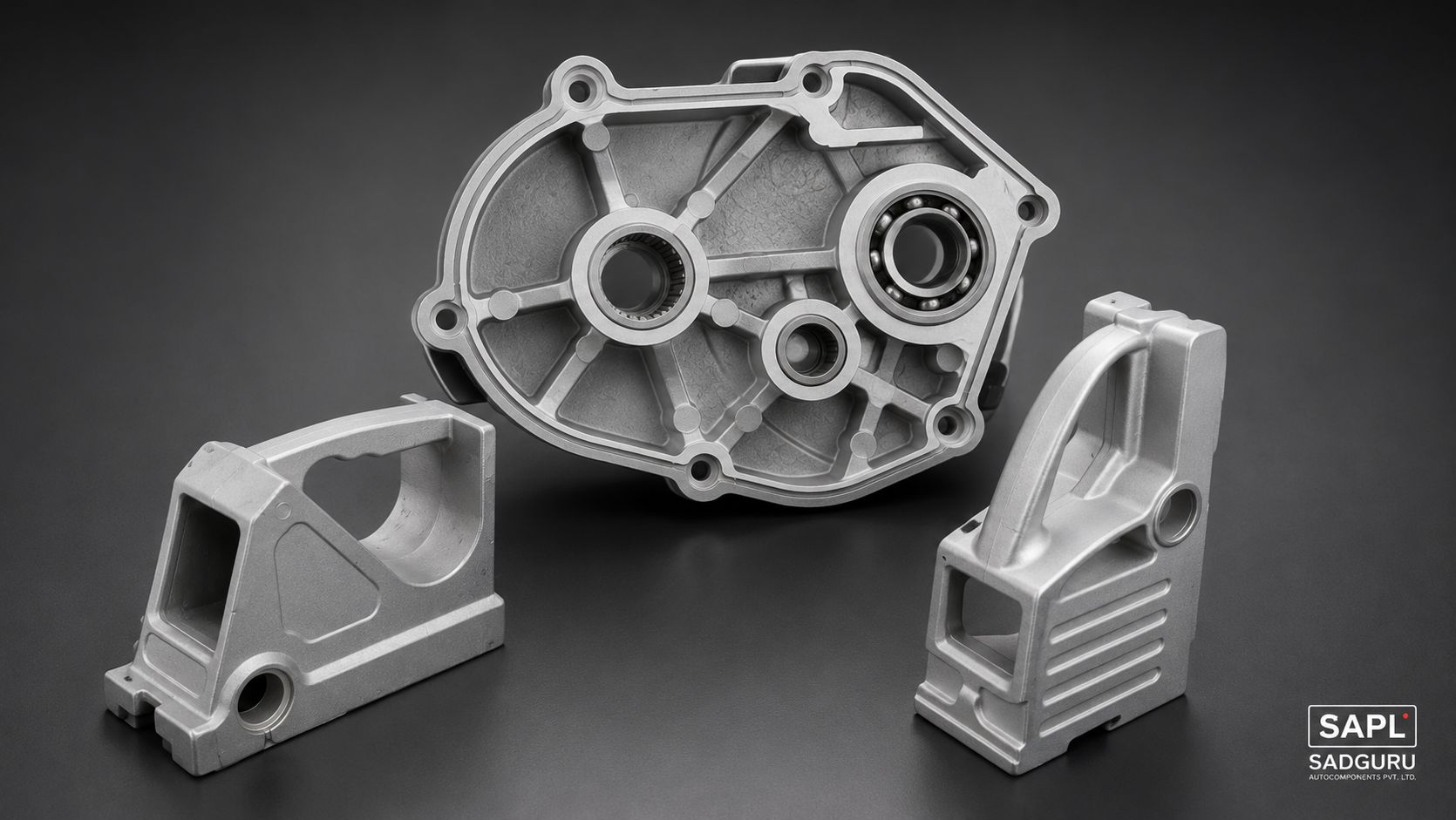
Gearbox Housing.
Integrated aluminium die cast body and gearbox housing for magnetic base drilling machines — engineered for motor bore precision, structural compactness, and thermal management under continuous duty cycles.
Product Overview
Magnetic Drill Body & Gearbox Housing
The magnetic drill combines a high-torque motor with an integrated gearbox in a compact, portable format. The aluminium housing must simultaneously serve as the motor enclosure, gearbox carrier, and structural chassis — placing demanding requirements on wall geometry, bore accuracy, and thermal conductivity.
SAPL produces magnetic drill bodies and gearbox housings as integrated or two-piece HPDC assemblies using ADC12 alloy. Motor bore and spindle bore are finish-machined on VMC in a single setup to maintain concentricity within 0.03 mm TIR. The external fin geometry is cast in to maximise surface area for convective heat dissipation during extended drilling operations.
SAPL supplies these components to portable power tool OEMs and contract assemblers, managing the complete value chain from casting through CNC machining, dimensional inspection, and surface treatment where specified.
Quality
Critical quality requirements
These are the characteristics SAPL controls and measures on every production batch for this component — and how they are maintained in the process.
Motor bore concentricity
The motor bore must be concentric with the spindle axis within 0.03 mm TIR to prevent bearing pre-load and motor imbalance at operating speed. SAPL machines both bores in a single VMC setup from a common datum reference to eliminate setup error.
Structural integrity under shock load
Magnetic drills operate under intermittent shock loads when the drill bit contacts hard material. The housing must not crack or deform under these transient loads. Die design includes generous fillet radii at stress concentration zones and SAPL inspects first-off samples for sub-surface porosity.
Wall thickness consistency
Compact magnetic drill bodies require thin walls to minimise weight while maintaining stiffness. SAPL controls injection velocity and die temperature to achieve consistent wall fill without cold shuts or misrun in sections as thin as 2.5 mm.
FAQ
Common questions
Questions from procurement teams and design engineers about this component.
Ask a technical question →Can SAPL produce the body and gearbox housing as a single integrated casting?
Yes. Where the component geometry permits, SAPL can produce an integrated body and gearbox housing as a single HPDC part, eliminating the assembly interface between the two. This is reviewed as part of the DFM process at the RFQ stage.
What alloy is used for magnetic drill housings?
ADC12 is the standard alloy for magnetic drill bodies. It offers the thermal conductivity required for heat dissipation from the motor, combined with the pressure-tightness and machinability needed for precision bore operations.
Does SAPL supply finished, machined housings or rough castings?
SAPL supplies fully machined housings as standard — casting, VMC machining of all bores and mating faces, dimensional inspection, and surface treatment where specified. Rough castings can be supplied on request where the OEM has in-house machining capacity.
Capabilities
Processes used for this component
High Pressure Die Casting
Five fully-automatic HPDC machines from 180T to 450T.
View capability →CNC & VMC Machining
Over 20 CNC turning centres and Vertical Machining Centres — including 4th-axis VMC for complex geometries.
View capability →Engineering Support
DFM analysis, alloy selection guidance, design review, and prototype samples — before drawings are frozen and tooling is cut.
View capability →Related Products
Other components in this programme
Helical Gearbox Housing
High-pressure die cast aluminium gearbox housings engineered for precise gear alignment, bearing bore accuracy, and structural rigidity under continuous torsional load in industrial drive systems.
Solenoid Housing
High-pressure die cast aluminium solenoid valve housings — precision bore for solenoid body, machined port threads, pressure-tight wall sections, and consistent dimensions across high-volume production for industrial fluid control applications.
Get Started
Sourcing magnetic drill body & gearbox housing?
Share your drawings — STEP, IGES, DXF, or PDF. SAPL will review manufacturability, confirm alloy and process, and respond with a technical and commercial proposal within 72 hours.