Product · Consumer Appliances
Fan Motor
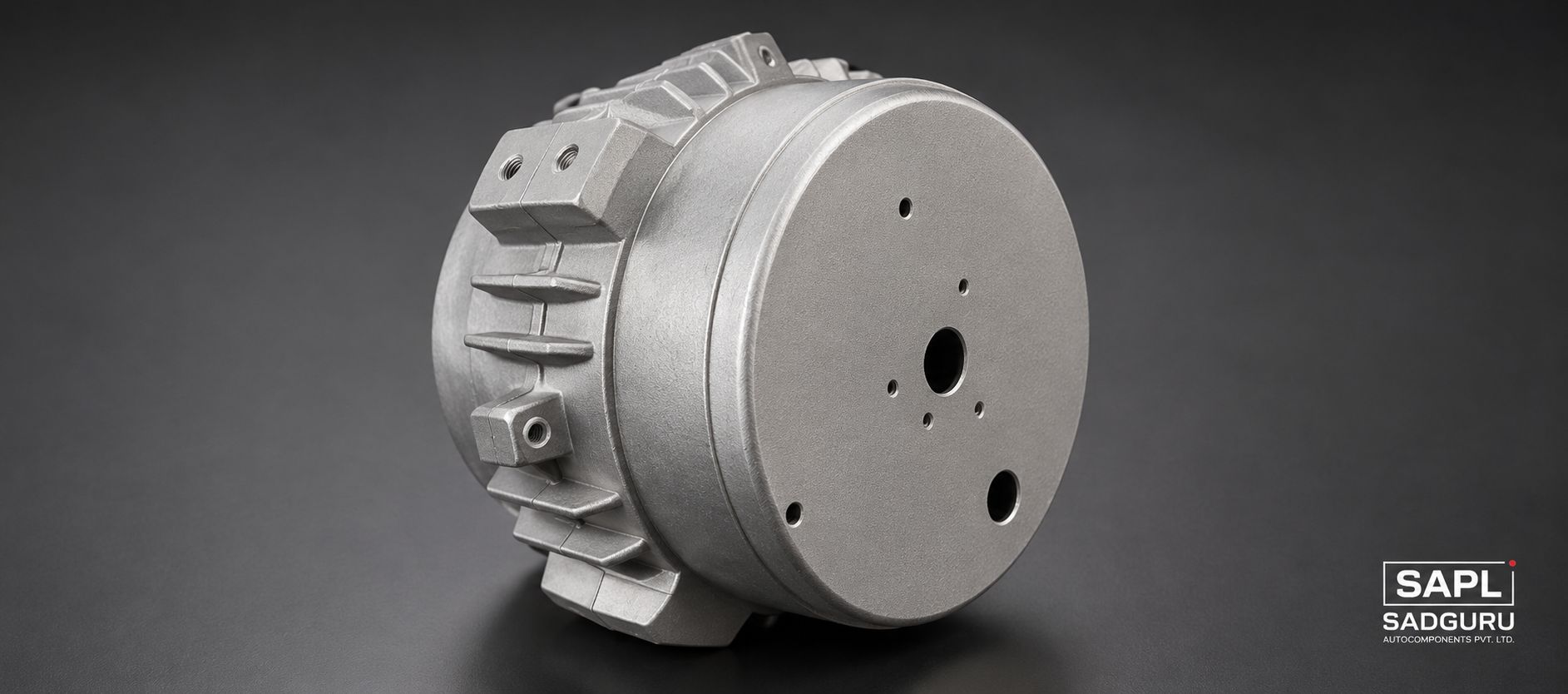
Housing.
High-pressure die cast aluminium motor housings for ceiling and exhaust fans — precision bearing seat bores, stator fit diameter, and integral ventilation geometry produced in one casting with post-cast CNC machining.
Product Overview
Fan Motor Housing
The fan motor housing is the most dimensionally demanding component in the ceiling fan assembly. It must locate the stator accurately, provide concentric bearing seats at each end, and offer sufficient wall stiffness to prevent deflection under operating loads. SAPL produces motor housings on 250T and 350T HPDC machines, with post-cast CNC machining of all precision bores and mating faces.
Bearing seat bores are machined to H7 tolerance in a single setup on a VMC, using the stator bore as the datum to ensure concentricity between the two. Stator fit diameters are held to h6 on the outside diameter with a surface finish of Ra ≤ 1.6 µm. Ventilation slot geometry is cast in and requires no secondary operation.
SAPL provides first-article inspection (FAI) reports for all new motor housing programmes, covering dimensional, material, and surface characteristics. In-process SPC is applied to bearing seat bores and stator fit diameters on all production runs.
Quality
Critical quality requirements
These are the characteristics SAPL controls and measures on every production batch for this component — and how they are maintained in the process.
Bearing seat geometry
Bearing seats must be round (≤ 0.01 mm circularity), straight (≤ 0.01 mm cylindricity), and sized to H7 tolerance. SAPL uses a single CNC setup to machine both seats referenced from a common datum to ensure alignment.
Porosity at machined surfaces
Porosity at bearing and stator surfaces causes noise, vibration, and early bearing failure. SAPL controls injection parameters to a validated process window and performs cross-section inspection on first-off and periodic samples.
Stator fit interference
Stator fit must be consistent across the batch. Variation in stator bore diameter leads to variable press-in force and stator loosening in service. All stator bores are gauged 100% with air gauges calibrated to a master ring.
FAQ
Common questions
Questions from procurement teams and design engineers about this component.
Ask a technical question →Does SAPL machine the bearing bores, or is this supplied as-cast?
SAPL machines all precision bores. Motor housings are supplied as-cast and then machined on SAPL's VMC centre in a single setup to maintain concentricity between bearing seats and stator fit diameter. The finished component is ready for motor assembly.
What is the lead time for a new fan motor housing programme?
Tool design and manufacture typically takes 10–14 weeks for a motor housing. First-article parts and FAI report are produced at week 14–16. Production supply begins following customer approval of the FAI report.
Can SAPL supply motor housings with powder coating?
Yes. Motor housings are typically supplied with powder coating on external surfaces where appearance and corrosion protection are required. Machined bores are masked before coating and remain uncoated. SAPL manages the masking, coating, and inspection sequence.
Capabilities
Processes used for this component
High Pressure Die Casting
Five fully-automatic HPDC machines from 180T to 450T.
View capability →CNC & VMC Machining
Over 20 CNC turning centres and Vertical Machining Centres — including 4th-axis VMC for complex geometries.
View capability →Powder Coating
5-tank nano-ceramic pre-treatment, two dedicated coating booths, 100% Dry Film Thickness inspection on every part.
View capability →Related Products
Other components in this programme
Ceiling Fan Top Cover
High-pressure die cast aluminium top covers for ceiling fans — precision blade-arm bosses, clean visible surfaces, and consistent dimensional accuracy across high-volume production runs.
Ceiling Fan Bottom Cover
Die cast aluminium bottom covers for ceiling fans — matched to top cover geometry, with canopy mounting features and decorative visible surfaces produced directly from the die without secondary machining.
Mixer Grinder Motor Body
Die cast aluminium motor bodies for mixer grinders — complex multi-port geometry, precision bearing seat and stator fit, integral ventilation channels, produced at high volume with consistent dimensional quality.
Get Started
Sourcing fan motor housing?
Share your drawings — STEP, IGES, DXF, or PDF. SAPL will review manufacturability, confirm alloy and process, and respond with a technical and commercial proposal within 72 hours.